Dungeon Controller – STM32 HAL FreeRTOS
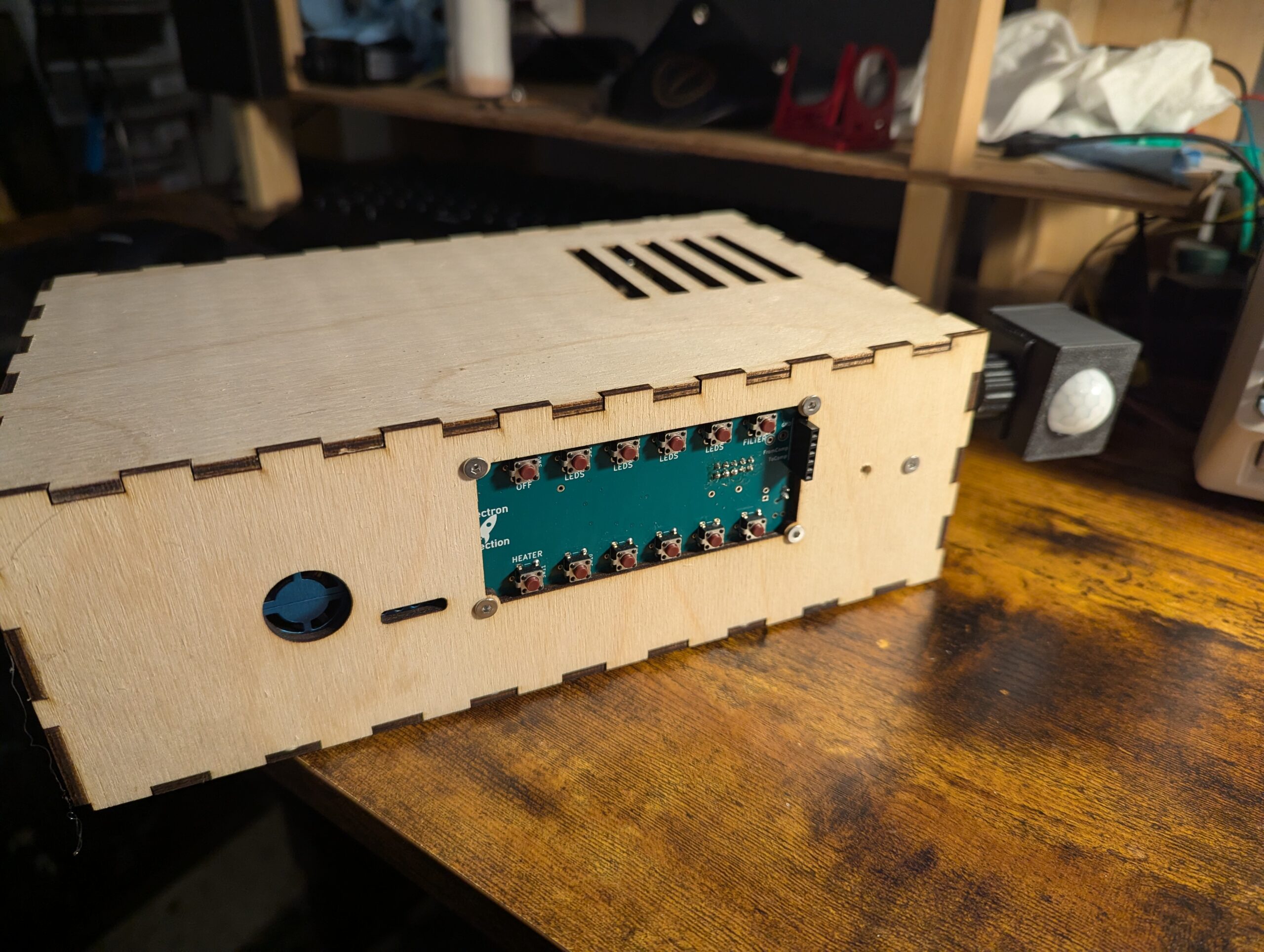
Automation system for my “dungeon”/workshop/lab for automatic handling of lighting, temperature, and air quality.
Automation system for my “dungeon”/workshop/lab for automatic handling of lighting, temperature, and air quality.
The code below will heat the hot end nozzle up to 185 and then set the e-steps to 147.19, and then slowly extrude 100mm of filament. To use it, mark a line 120mm from your extruder on your filament. Run this gcode as if Cura spit it out. Measure the line. You want to be … Read more
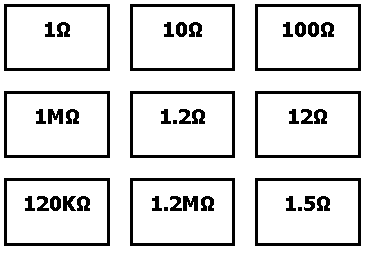
I created paper labels for the E24 Series Resistor Storage Solution on Thingiverse. I liked this approach, but I figured that paper labels would suffice. I used Python to generate the html to avoid any repetitive work. The already-generated text labels can be found here. Printing in standard “Letter” size in Chrome onto card stock … Read more
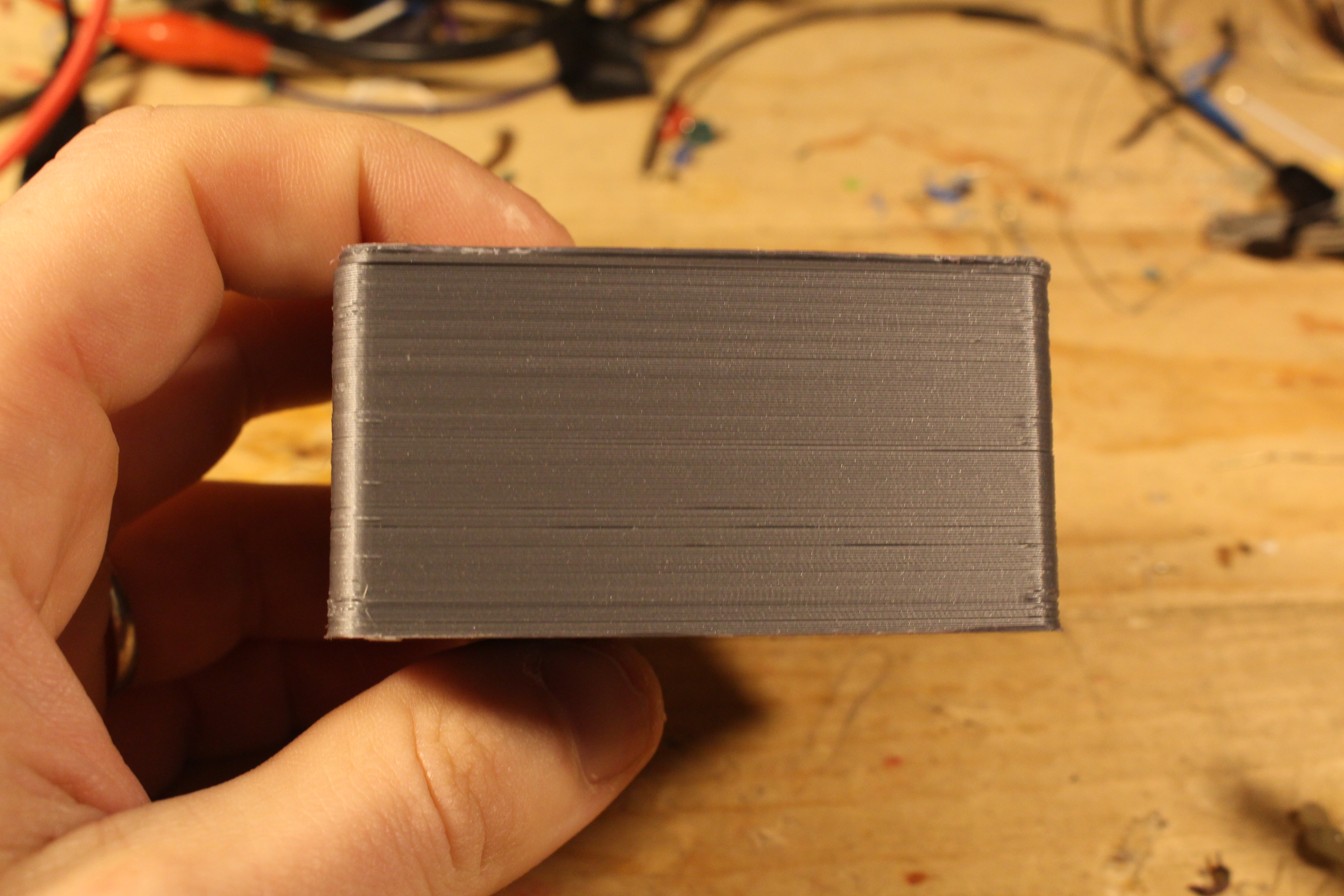
Getting a good, strong 3D print is a mess. Maybe another way of saying it is 3D printing with a CR-10 is a labor of love. I’m told the CR-10 is a capable machine. On good days it does what I need. I’m told something like the Prusa i3 requires substantially less tinkering, but then … Read more